Humidity Chamber Environmental Test for Medical Devices
The Humidity Chamber Environmental Test is a critical procedure used to evaluate the durability and reliability of medical devices under controlled humidity conditions. This test simulates real-world environmental exposures that can affect device performance, ensuring their safety and efficacy in various operating environments.
Medical devices are subjected to diverse climates during manufacturing, transportation, storage, and use. Humidity is one such variable that can influence the integrity of materials used in these devices. For instance, excessive moisture can lead to corrosion or degradation of components made from metals or polymers. Conversely, insufficient humidity may cause brittleness or cracking.
The purpose of this test is twofold: first, it verifies whether a medical device meets the required performance standards specified by regulatory bodies like the U.S. Food and Drug Administration (FDA) and European Medicines Agency (EMA). Second, it helps manufacturers identify potential design flaws early in the development process.
During testing, devices are exposed to various humidity levels ranging from 10% RH (relative humidity) up to 95% RH for durations specified by the test protocol. The temperature can also be adjusted depending on the device’s intended use. For example, a device used in tropical regions might need to withstand higher temperatures and humidities than one designed for arctic conditions.
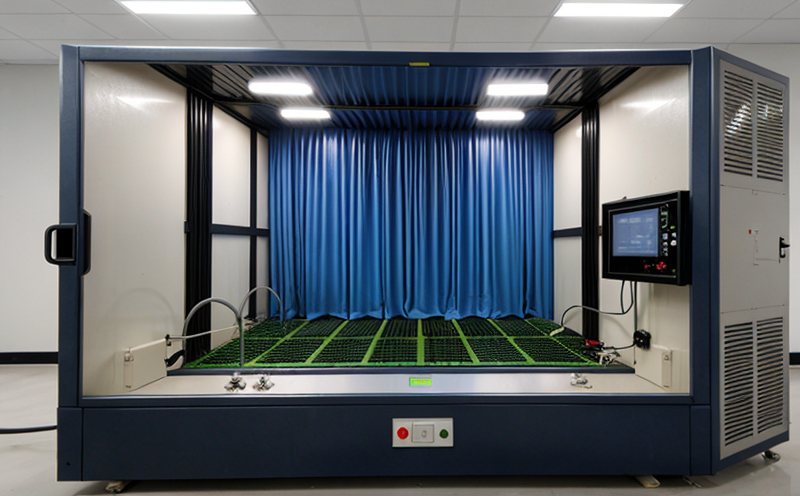
Specimen preparation involves selecting appropriate samples that accurately represent the final product. This includes considering factors such as material composition, shape, size, and any additional accessories included with the device. Once prepared, specimens are placed into a humidity chamber where controlled environmental parameters are maintained throughout testing.
The instrumentation used in these chambers typically consists of precise temperature and humidity control systems along with monitoring devices that record changes over time. Reporting includes detailed records of all conditions experienced by each specimen during testing as well as any observed effects on performance or appearance.
Real-world usage notes indicate that failing this test could result in recalls, product liability issues, and damage to brand reputation. Therefore, conducting thorough pre-production testing is essential for ensuring compliance with regulatory requirements while maintaining high standards of quality assurance.
- Verification of material compatibility
- Evaluation of corrosion resistance
- Assessment of packaging integrity
- Determination of long-term stability
In summary, the Humidity Chamber Environmental Test plays a vital role in safeguarding public health by ensuring medical devices function safely and effectively across different environmental conditions.
Why Choose This Test
Selecting the correct testing method is crucial for any organization involved with developing or manufacturing medical devices. The Humidity Chamber Environmental Test offers several advantages over other types of tests:
- Achieves Regulatory Compliance: By simulating actual environmental exposures, this test helps ensure that products meet strict regulatory standards set by bodies such as the FDA and EMA.
- Promotes Product Quality: Early identification of potential issues through thorough testing enhances overall product quality, reducing costs associated with post-market recalls.
- Enhances Customer Satisfaction: Ensuring that devices function correctly under all expected environmental conditions increases customer trust and satisfaction.
- Facilitates Continuous Improvement: Regular testing provides valuable data which can be used to refine designs and improve manufacturing processes continuously.
The Humidity Chamber Environmental Test is particularly beneficial for organizations focused on innovation within the healthcare industry. It allows them to stay ahead of competitors by consistently delivering reliable, safe products that meet both current and future regulatory requirements.
Moreover, choosing this test ensures long-term success by preventing costly mistakes down the line. By investing in robust testing early on, companies avoid significant financial losses due to product failures or non-compliance incidents later in the development cycle.
Quality and Reliability Assurance
Ensuring quality and reliability is paramount when it comes to medical devices. The Humidity Chamber Environmental Test plays an integral role in achieving these objectives by providing comprehensive assessments of how various environmental factors impact device performance.
- Material Compatibility: Testing ensures that materials used are suitable for the intended environment, preventing issues like corrosion or degradation.
- Critical Performance Metrics: By monitoring key indicators such as electrical resistance and mechanical strength, testers can determine if a device maintains its required performance levels after exposure to humid conditions.
- Packaging Integrity: Evaluating packaging ensures that it protects the contents from moisture damage during transport and storage.
- Long-Term Stability: Assessing long-term stability helps predict how well a product will hold up over extended periods in real-world applications.
Through rigorous testing, organizations can identify potential weaknesses early on, allowing for necessary adjustments before full-scale production begins. This proactive approach not only enhances the overall quality of products but also reduces risks associated with non-compliance and recalls.
Additionally, regular testing fosters continuous improvement by providing valuable insights into areas where enhancements are needed. These findings can then be incorporated into future iterations of a product line or new innovations altogether.
International Acceptance and Recognition
The Humidity Chamber Environmental Test is widely recognized across international standards for its effectiveness in evaluating the durability and reliability of medical devices under controlled humidity conditions. Several organizations have established guidelines that mandate the use of this testing method:
- FDA (U.S.): The U.S. Food and Drug Administration requires manufacturers to submit data from environmental stress tests as part of their pre-market approval process.
- EMA (Europe): The European Medicines Agency recommends the use of humidity chambers for testing medical devices that will be exposed to varying climates during production, transportation, or usage.
- IEC 60601: This international standard specifies requirements for basic safety and essential performance of medical electrical equipment intended for use in the diagnosis of disease or other conditions of the human body. It includes recommendations for conducting environmental stress tests including humidity chamber testing.
- ASTM E2583-14: This American Society for Testing and Materials standard provides detailed procedures for performing accelerated aging tests on electronic products, which often involve exposing them to high humidity levels.
By adhering to these standards, manufacturers demonstrate their commitment to producing safe, effective medical devices that meet global expectations. The recognition and acceptance of this testing method by major regulatory bodies underscores its importance in ensuring compliance with international norms.
Countries around the world have adopted similar regulations based on recommendations from organizations like IEC and ASTM. As a result, products tested using humidity chamber environmental tests are more likely to gain market entry without delays caused by non-compliance issues.



